Schleifscheibe
Standardkörnung

Andere
Seite mit Einspanndorn
Schärfen von Bohrern für Bowlingbälle und mehr für den Pro-Shop
Seit seinem zwölften Lebensjahr spielt unser Sohn Bowling. Im Laufe der Zeit erwarb er neben etlichen sportlichen Erfolgen einen derart hohen Sachverstand bezüglich der Ausrüstung, daß er von einem Sportkollegen gefragt wurde, in einem ProShop mitzuarbeiten und seine Erfahrungen an die Kunden weiterzugeben. Ein ProShop findet sich in nahezu jeder Bowlinganlage und bietet Ausrüstung, wie Bowlingbälle, Schuhe, Sporttaschen, Kleidung und Pflegeartikel an. Besonders Bowlingbälle sind eine Wissenschaft für sich. Deshalb sieht man bei Turnieren die Teilnehmer meist mit einer Anzahl von verschiedenen Bällen antreten, die einem mittelalterlichen Kanonier zur Ehre gereicht hätte. Allen Bällen ist gemein, daß sie speziell für den Spieler, je nach Abmessung der Wurfhand und gewünschter Spielweise gebohrt werden. Dies geschieht meist auch im ProShop. Dafür gibt es eine leistungsfähige Bohrmaschine mit einer Aufspannmimik für den Ball und einen Satz Bohrer mit Zollmaßen. Diese habe ich mir mal näher angeschaut. Die Futteraufnahmen der Bohrer sind ziemlich gleich und liegen bei etwa 12,5-13mm. Dies garantiert einen schnellen Wechsel des Bohrers im Verlauf der Arbeit. Der daran anschließende Schaft des Bohrers mit den Spannuten ist je nach Durchmesser verschieden und man kann Gruppen erkennen, 12,7mm, 19mm und 23-26mm Schaftdurchmesser. Vorne am Schaft ist dann eine Widiaplatte hart eingelötet, die auf den Nenndurchmesser des Bohrers geschliffen ist. Dabei beträgt der Spitzenwinkel etwa 120 Grad und der Freiwinkel etwa 5 Grad. Auf die Frage, wie denn diese Bohrer nachgeschliffen werden, erhielt ich keine eindeutige Antwort. Jeder hatte so seine Lösung und bei einigen Bohrern konnte man erkennen, daß jemand am Schleifstein freihändig sein Bestes gegeben hatte. Mit mehr oder weniger Erfolg. Bei jemand anderem, der keine Lösung für dieses Problem hatte, waren die Bohrer einfach nur stumpf. Sicher, es gibt Spezialmaschinen, die sich aber für die einzelnen ProShops nicht rentieren, da sie zu aufwändig sind. Also mal überlegen...
Die Bohrer haben einen Durchmesser von 1/2“ bis 1,5“ (13mm bis 38mm), damit haben die Schneiden einen Längenbereich von 7 - 22mm.
Das Schleifen sollte ohne Bewegung des Bohrers auf der gesamten Länge der Schneide erfolgen, damit ein hochwertiger Schliff möglich ist.
Wenn man jetzt noch den Schleifvorgang beobachten könnte, damit man das Tragbild der Schneide überprüfen könnte, wäre das die Voraussetzung für minimalen Materialabtrag und maximale Nutzungsdauer der Bohrer.
Also gehen wir es an: Als Schleifscheibe fand ich eine Diamantschleifscheibe der Firma Kaindl Schleiftechnik, die einen diamantbestückten Streifen von 22 mm auf der einen bzw. 24mm auf der anderen Seite aufwies. Sie ist gelocht, so daß man während der Rotation durchschauen kann, wenn man von oben kräftig beleuchtet. Schon mal nicht schlecht. Spannt man diese Scheibe in den Bohraufsatz einer Drehbank, ist das schon mal gelöst.
|
|
|
Nun muß der Bohrer nur noch so aufgespannt werden, daß die zu schleifende Schneide waagrecht und um den Freiwinkel verdreht ist. Dafür braucht es eine Lehre. Mein Aufbau besteht aus einer Grundplatte, die sich auf einen Kreuztisch spannen läßt. Darauf ist ein Prisma schwenkbar montiert. Der Winkel des Prismas läßt sich mit einer Gewindestange einstellen, die am Prisma drehbar gelagert ist und sich auf der Grundplatte abstützt, da nicht jeder Bohrer einen Spitzenwinkel von 120 Grad hat. Am Prisma ist noch auf der Unterseite eine Platte beweglich befestigt, in der vier Schrauben eingelassen sind, die seitlich am Prisma vorbeiführen. Nach Einlegen eines Bohrers in das Prisma kann dieser mit zwei Brücken fixiert werden. Für die Bohrer mit dünneren Schäften waren noch zwei Beilagen notwendig, da die Brücken konvex und auf die größte Schaftstärke ausgelegt sind (Die Brücken waren mal Auspuffschellen von einem VW- Käfer).
|
|
|
|
|
Jetzt war alles zusammen und es konnte ans Werk gehen. Die Grundplatte der Lehre wird im rechten Winkel auf den Kreuztisch gespannt. Der Satz Bohrer wird erstmal nach Größe sortiert, so daß die Bohrer in Schaftgruppen zusammenliegen. Nun werden die Schneiden der Bohrer vor dem Einspannen tuschiert. Das geht sehr gut mit einem Edding Filzschreiber (permanent). Dann wird der Bohrer so in die Lehre eingelegt, daß eine Schneide horizontal liegt. Nun stellt man sie mit der Gewindestange und einer aufgelegten Libelle waagrecht. Dann verdreht man die Hartmetallplatte etwa 5 Grad entgegen dem Uhrzeigersinn und spannt den Bohrer mit den Brücken fest. Nun fährt man diese Anordnung unter die Schleifscheibe und achtet darauf, daß die Schneide in ihrer gesamten Länge unter die Schleifscheibe kommt. Die Schleifscheibe muß von oben gut beleuchtet sein. Dann kann man die Schleifscheibe absenken (Drehzahl etwa 500upm) und beobachten, wie sie das Hartmetall abträgt. Ist die Schneidkante geschliffen, so fährt man die Lehre mit dem Bohrer heraus und spannt den Bohrer um 180 Grad um. Dann gleiches Verfahren, zweite Schneide schleifen. Hat man Einspannen und Justieren gut gemacht, so braucht das Schleifen pro Schneide nur etwa 1 - 2 Sekunden. Für die Drehmaschine ist es gut, wenn man die Führungen des Kreuztisches mit Lappen abdeckt, damit der Hartmetallstaub nicht in die Lager und den Antrieb gerät.
|
|
|
|
|
|
|
|
|
|
Gut ist es, die Schleifscheibe sanft auf die Schneiden zu drücken und sich den Druck und die Schleifzeit pro Schneide zu merken, denn anschließend mißt man mit einer Schieblehre (je länger der Nonius, umso besser) die Länge der einzelnen Schneiden des Bohrers nach dem Ausspannen. Sie müssen gleichlang sein, sonst schneidet er nicht sein Sollmaß und es braucht eine Menge Gefühl und/oder Material, um das auszugleichen.

Dieses
Ergebnis freut das Herz des Schleifers. An der Spitze sieht man noch
Reste der Tuschierfarbe.
Bei Bohrern, die einen Anschlag verwenden, um die Bohrtiefe zu begrenzen (braucht man für Systeme mit auswechselbaren Einsätzen, wie z.B. Switch Grip), muß der Anschlag abgenommen werden. Dabei habe ich zwei Bauformen beobachtet, bei denen der Anschlagring entweder mit einer oder mit zwei Inbusstiftschrauben gesichert ist. Hat man einen Ring mit einer Sicherungsschraube vor sich, so ist der passende Schlüssel 3/16“; bei zwei Schrauben ist es der 5/32“. Bevor man die Schraube(n) des Anschlagrings löst, sollte man die Position am Bohrerschaft mit einer Reißnadel markieren, damit nach dem Schleifen alles wieder stimmt. Hat man das vergessen, hier ein paar Werte:
Bohrer 1 1/16“: Maß von Spitze über Ring: 110mm, abzüglich Höhe Ring: 21mm; Bohrtiefe ist 89mm.
Bohrer 1 5/16“: Maß von Spitze über Ring: 109,9mm, abzüglich Höhe Ring: 21,1mm; Bohrtiefe ist 88,8mm
Bohrer 1 7/16“: Bohrtiefe 88,3mm
Bohrer 1 1/2“: Maß von Spitze über Ring: 102,2mm, abzüglich Höhe Ring: 21mm; Bohrtiefe ist 81,2mm
|
|
|
|
|
Die Maße sind einzuhalten und gegebenenfalls nach dem Schleifen wieder einzustellen, da sonst die Einsätze nicht mehr passen. Dies ist umso fataler, wenn die Bohrung nicht tief genug ausgeführt wurde. Außerdem macht es Sinn, den Schaft des Bohrers vor dem Aufschieben des Anschlagrings nach dem Schleifen mit einer Schlichtfeile zu glätten, der Ring läßt sich dann leichter aufschieben. Vertraut man der Verschraubung nicht, so kann man den Ring zusätzlich mit Loctite 243 (halbfest) sichern. Bitte kein hochfestes Loctite 270 verwenden, der Ring muß ja irgendwann wieder abgehen, wenn erneutes Schleifen angesagt ist. Das Zeug ist erbarmungslos gut.
Dann gibt es noch ein Werkzeug, das über zwei Schneiden verfügt, die entsprechend der Krümmung der Balloberfläche geformt sind. Dies wird dazu verwendet, die Balloberfläche z.B. nach dem Füllen von Bohrlöchern mit Kunstharz wieder anzupassen. Dieses Werkzeug kann man von unten mit den Flachseiten gegen die Schleifscheibe drücken, um die Schneidkanten wieder zu schärfen.
|
|
|
|
Abschließend werden noch die festgebackenen Bohrrückstände aus den Spannuten der Bohrer entfernt. Die grobe Arbeit kann mit einem Schaber erledigt werden, die Feinarbeit erledigt man dann mit einer Stahlbürstenscheibe, die in die Bohrmaschine eingespannt wird (500upm).
|
|
|
|
|
|
|
|
Hier habe ich mal die Werte von einigen Sätzen von Bohrern zusammengetragen. Dabei sieht man, daß sich die Widia-Platte auch seitlich abnutzt (Charge 3).
Hier noch ein paar Überlegungen, warum Slugs beim Einsetzen manchmal klemmen.
Hier ist die Reparatur eines Handschleifers „Power House Bevel Sander“ beschrieben, das Netzkabel war gebrochen.
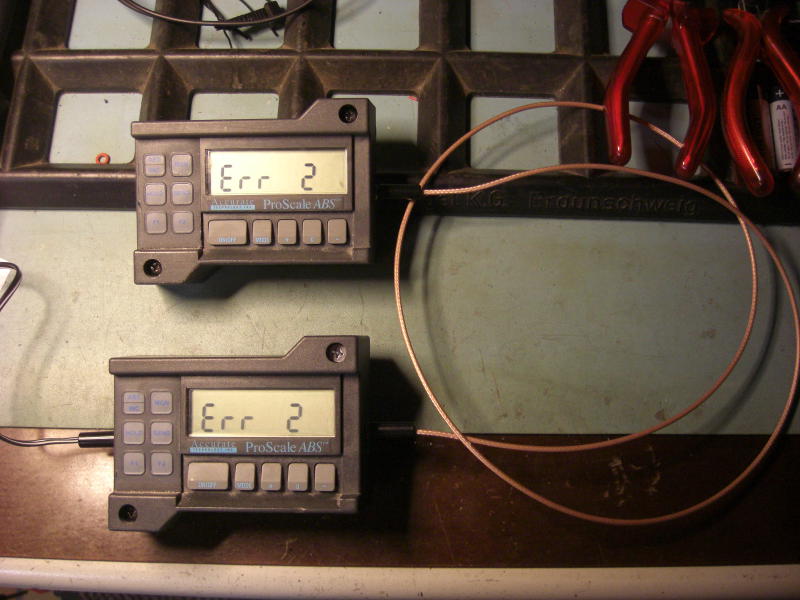
Netzspannungsversorgung Koordinatenanzeige: Vor Kurzem kam unser Sohn mit einem Problem seiner Bohrmaschine, die er im Pro-Shop nutzt. Sie hat einen Kreuztisch und Maßstäbe, an denen die Verstellparameter des Tisches abgelesen werden können. Die Anzeigen der Maßstäbe sind mit Batterien ausgerüstet, die natürlich immer dann leer gehen, wenn man mitten bei der Arbeit ist. Könnte man das nicht auf Netzteilbetrieb umrüsten? Ganz zufällig hatte er auch ein Universalnetzteil dabei und hatte auch schon eine Idee, wer „man“ ist. Ok, die Maße festgestellt, wie weit sind die Anzeigen auseinander, wo ist die Steckdose, etc. Ans Werk: Zunächst wurden die Anzeigen zerlegt. Schöne robuste Industriequalität. Hier dann an den Schmalseiten 3,5mm Buchsen eingesetzt. Eine Anzeige bekam zwei, die andere bekam eine Buchse an der rechten Seite. Das Netzteil wurde auf 3V gestellt und eine erste Messung ergab eine Spannung von 3,2V. Könnte klappen. Nur zeigte das Netzteil ohne Last ein merkwürdiges Spannungsverhalten. Es war kaum etwas meßbar. Daher schaltete ich an den Buchsen noch einen Widerstand von 270 Ohm parallel, um eine Grundlast von etwa 10mA pro Anzeige zu haben. Nun war die Spannung stabil bei 3,2V. Dann brauchte es noch ein Verbindungskabel (80cm lang) mit jeweils einem 3,5mm Stecker an den Enden zum Verbinden der Anzeigen. In der Kabelkiste fand ich dafür noch Teflon-Koaxkabel, das der rauen Umgebung trotzen könnte. Klappt prima. Die Anzeigen zeigen deshalb „Err 2“, da sie keine Verbindung mit den Meßschiebern des Kreuztisches haben.
|
|
|
|